- TOP
- パンチング金型商品紹介
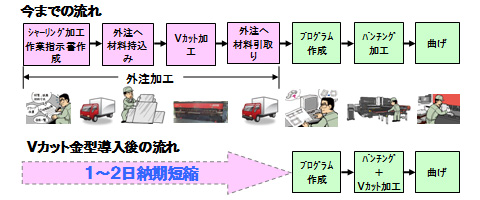
- 加工領域の拡大
- Vカット金型:お客さまの声・Q&A
Vカット金型
○想像以上に加工時間が早かった。
一箇所の溝を仕上げるのに複数回削る必要があるが、加工機のスピードが速いので気にならない。
○V溝深さの見込み違いによる曲げ不良が出ても、すぐに再加工が可能。
不良が出ると大幅に納期遅延するのが悩みだったが、気にすることがなくなった。
○1台の機械でVカットと抜き加工ができるので製品精度が安定した。
シャーリング+Vカット+抜き加工の複合加工では精度が出にくかったが、1台で可能なので不良率が下がった。
○自社で加工できることで大幅な納期短縮につながった。
Q1.90°の切削チップを使用していますが、製品角度90°に曲げることはできますか?
A1.標準AFH金型(パンチ86°R0.6)を使用して、90°まで曲げ加工可能です。
Q2.スケッチ材の全長にV溝加工はできますか?
A2.アプローチとテイクオフの距離(各80mm)が必要なためできません。
Q3.V溝は深さ何mmまで加工できますか?
A3.最大深さ1mmです。
Q4.製品にななめ(30°など)加工は可能ですか?
A4.0°および90°のみとなります。
Q5.加工中にクランプズレなどはしませんか?
A5.推奨加工条件下での使用であれば、クランプズレは起こりません。
またVカット加工はプログラムの先頭で行ってください。
Q6.チップの交換は簡単にできますか?
A6.付属の専用六角レンチで、簡単に交換できます。
Q7.材料の表側(パンチ側)にVカット加工できますか?
A7.金型の仕様上、表面(パンチ側)への加工はできません。
Q8.ビニールが付いた面にVカット加工できますか?
A8.切れないで残ったビニールが打痕の発生要因となるためお勧めしません。
Q9.金型を購入するだけでVカット加工できますか?
A9. Vカット対応マシンと自動プロ(AP100 Ver5.20.04〜)が必要です。