- Bending Technical Guide
- How to Use and Select Tools (1) R-Bend
How to Use and Select Tools (1) R-Bend
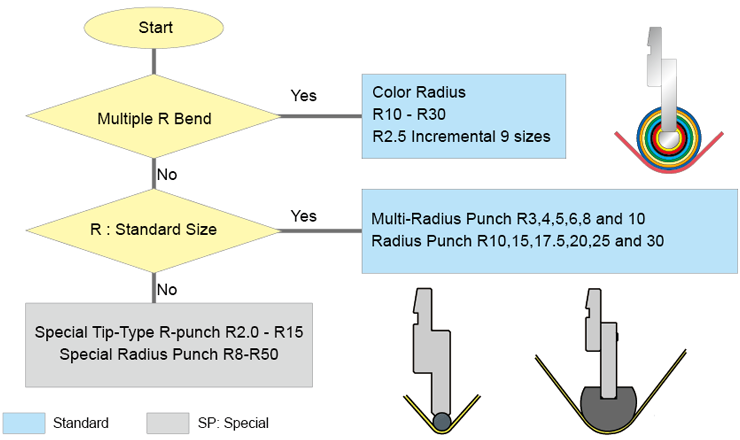
R-Bend by Standard Tools
| Multi-Radius Punch R3 , R4 , R5 , R6 , R8 , R10 |
Color Radius Punch R10 - R30 R2.5 incremental |
Radius Punch R10 , R15 , R17.5 , R20 , R25 , R30 |
|---|---|---|
 |
 |
 |
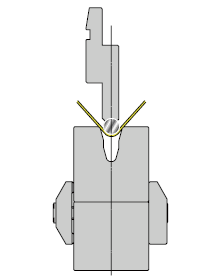
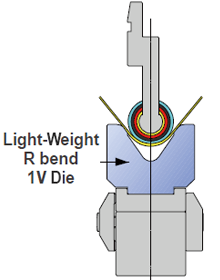
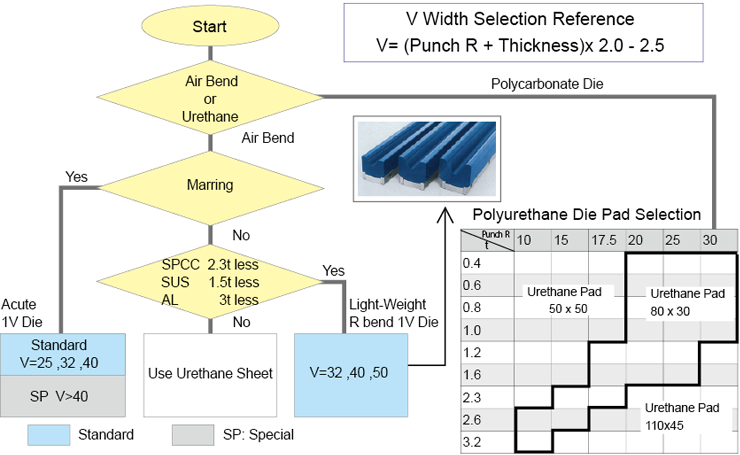
| Acute 1V Die | Light-weight R bend 1V Die Acute 1V Die |
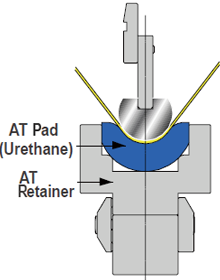
AT Retainer (Urethane) Acute 1V Die Light-Weight R Bend 1V die |
Features
- 1 process makes easy R bend comparing step-R-Bending
* Shorter work time
* Stable accuracy
* Smoother R surface - Several R value can be adapted
- Cheaper and shorter lead time
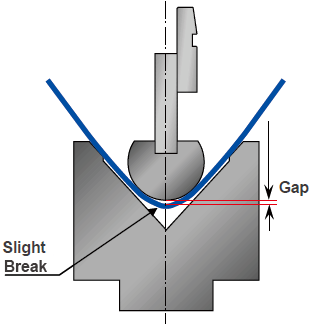
Caution for R-Bending -1
Multi-Breakage
Multi-Breakage is typical phenomenon during bending process where the work separates from R-punch surface and the work breaks.1 the ratio of thickness t and product inner iR (iR/t) too big 2 the work’s tensile strength is low or lower ductility * When the ratio iR/t is more than 30, Multi-breakage occurs.
Caution for R-Bending -2
Spring back : Bend angle is larger when the load is off.
1 This spring back value of R-Bend is larger than the value of V-bend.
2 Generally, iR is larger than punch R.
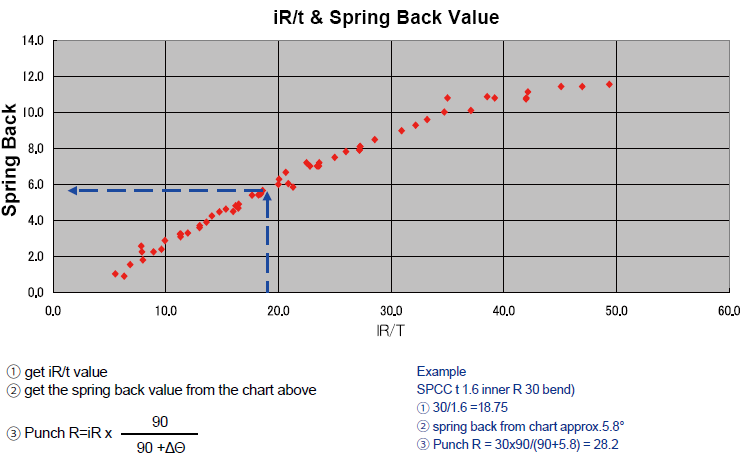
Factor to the spring back
- Thickness and iR( inner radius ) iR/t
- strength of the Material
- tool type ( bending method & structure )
 |
Material Type(%) | Tensile Strength N/mm2 | Elongation |
|---|---|---|---|
| SS400 | 410 - 520 | 17 or more | |
| SPCC | 280 or more | 38 or more | |
| SPHC | 280 or more | 29 or more | |
| A5052P | 180 or more | 19 or more | |
| A1100P | 75 or more | 30 or more | |
| SUS304 | 530 or more | 40 or more | |
| SUS430 | 460 or more | 22 or more |
How to decide punch tip-radius from product inner radius (iR)
Standard Punch Selection for R Bend
iR(inner radius) chart of SPCC air-bend by various thickness t and various punch R
* Die is selected by punch R
Example: SPCC t=1.0mm bent by R15 punch Chart tells inner radius approx. R16.2
| Thickness | R10 | R15 | R17.5 | R20 | R25 | R30 |
|---|---|---|---|---|---|---|
| 0.8 | 10.6 | 16.4 | 18.9 | 21.8 | 28 | 33.6 |
| 1 | 10.5 | 16.2 | 18.6 | 21.3 | 27.2 | 33.2 |
| 1.2 | 10.5 | 16 | 18.4 | 21.2 | 27 | 32.7 |
| 1.6 | 10.3 | 15.7 | 18.2 | 20.8 | 26.3 | 32 |
| 2.3 | 10.2 | 15.5 | 18 | 20.5 | 25.8 | 31.3 |
| 3.2 | 10.2 | 15.4 | 17.7 | 20.2 | 25.5 | 30.8 |
□Multi-Breakage Possible Area
iR( inner radius) chart of aluminum air-bend by various thickness t and various punch R
*Test made by A5052-0 and bent parallel to roll direction
*Die selection by punch R
Example : A5052-0 1.0mm thick using R20 punch inner radius becomes R24.4
* t=0.8 punch R30 multi-breakage occurred
![]()
| Thickness | Punch R | |||||
|---|---|---|---|---|---|---|
| R10 | R15 | R17.5 | R20 | R25 | R30 | |
| 0.6 | 12.1 | 19.5 | 23.0 | 27.6 | 38.0 | 45.8 |
| 18.9 | 27.0 | 28.3 | 34.2 | 46.8 | 47.4 | |
| 0.8 | 11.3 | 18.1 | 21.5 | 25.5 | 32.5 | 42.5 |
| 11.7 | 18.6 | 20.6 | 24.8 | 27.0 | 37.5 | |
| 1.0 | 11.1 | 17.4 | 20.8 | 24.4 | 30.7 | 37.4 |
| 9.9 | 14.4 | 17.0 | 19.8 | 20.5 | 22.2 | |
| 1.2 | 10.8 | 17.0 | 20.3 | 23.6 | 29.7 | 36.0 |
| 7.2 | 12.0 | 14.4 | 16.2 | 16.9 | 18.0 | |
| 1.5 | 10.6 | 16.5 | 19.6 | 22.8 | 28.7 | 34.8 |
| 5.4 | 9.0 | 10.8 | 12.6 | 13.3 | 14.4 | |
| 2.0 | 10.4 | 15.8 | 19.0 | 21.9 | 27.7 | 33.5 |
| 3.6 | 4.8 | 7.7 | 8.5 | 9.7 | 10.5 | |
| 2.5 | 10.2 | 15.6 | 18.7 | 21.5 | 27.4 | 33.0 |
| 1.8 | 3.6 | 6.2 | 6.8 | 8.6 | 9.0 | |
| 3.0 | 10.1 | 15.3 | 18.5 | 21.2 | 27.0 | 32.5 |
| 0.9 | 1.8 | 5.1 | 5.4 | 7.2 | 7.5 | |
□Multi-Breakage Possible Area