ヘミング加工の注意とお願い
ヘミング加工は、被加工材をつぶす時に大きな加圧力を必要とする曲げです。抗張力が高い被加工材(SUS材や表面処理鋼板、等)および鋭角曲げ(前工程)の角度が甘い場合は、被加工材がすべりやすくなります。また、スラスト荷重(機械・金型の前後方向にかかる力)が発生します。
下記の①から③のような人身事故や金型および機械に損傷が発生する危険があります。
- パンチおよび中間板の取り付け部に過大な荷重がかかり、取り付け部およびパンチが破損し飛散することがあります。
- 加圧点を誤ると被加工材が移動しすべり、作業者側へ飛び出すことがあります。
- 中間板が前後方向にあおられ、機械のスライドまたはベッドが座屈します。 ダブルデッキタイプでヘミング加工する場合は、鋭角曲げ(前工程)とつぶし曲げ(後工程)のデプスデータ(D値)を変更しないと金型が割れて飛散し、人身事故が発生する危険があります。

警告: 事故防止のため、次の注意事項を厳守してください。
1.ヘミング加工の鋭角曲げ(前工程)は、パンチ先端30°のパンチを使用し、できるだけ30°に近い状態まで曲げてからヘミング加工を行ってください。
警告:曲げ角度が甘い状態では、被加工材が前へ飛び出し怪我につながることがあります。また、過大なスラスト荷重が発生し、金型が前にあおられ特に危険です。
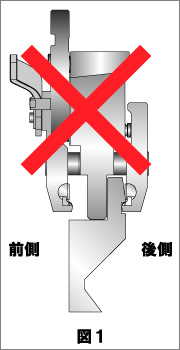 2.ヘミング加工では、必ずパンチを中間板の前側に取り付けてご使用ください。
2.ヘミング加工では、必ずパンチを中間板の前側に取り付けてご使用ください。
(裏側へ取り付けは禁止 図1.参照)
警告:スラスト荷重によりパンチがあおられ、パンチ取り付け部が破損し怪我につながることがあります。
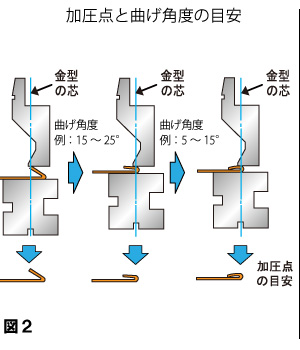
3.ヘミング加工時は、1工程(1ストローク)でつぶさずに、スラスト荷重を軽減するために、図2.のように多工程でデプスデータ(D値)を変化させ、加圧点を移動しながらつぶしてください。
また、ヘミング加工する前にスローダウン(速度切換え)機能を有効にして、ゆっくりとつぶしてください。
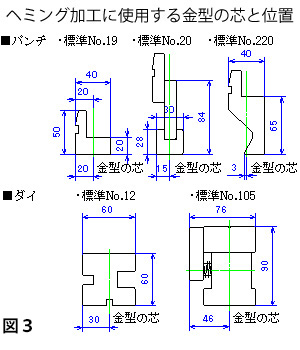
ヘミング加工時は、被加工材の加圧点を金型の芯にあわせて曲げてください。
ヘミング加工に使われる金型の芯は、図3.を参照してください。
警告:スラスト荷重が増大し、金型や中間板および機械が破損し怪我につながることがあります。
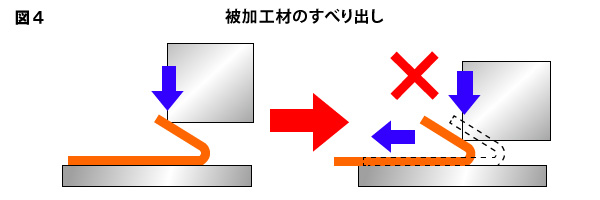
4.ヘミング加工時に被加工材がすべり出した場合は、ただちに作業を中止してください。(図4.参照)
警告:被加工材が前へ飛び出し怪我につながることがあります。
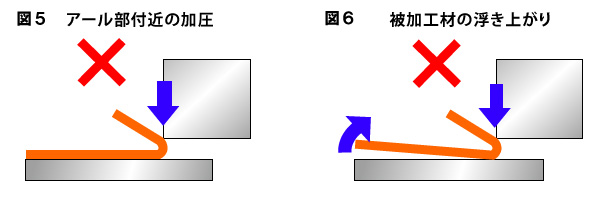
5.鋭角曲げされた被加工材のアール部付近を、パンチまたはダブルデッキタイプつぶし部のエッジで加圧しないでください。(図5.参照) この場合、被加工材の手前部分(作業者側)が浮き上がった時は、被加工材が飛び出す前兆です。ただちに作業を中止してください。(図6.参照)
警告:被加工材が前へ飛び出し怪我につながることがあります。
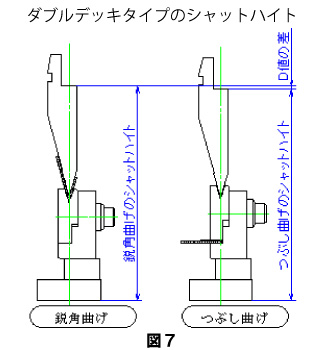
6.ダブルデッキタイプを使用してヘミング加工する場合は、鋭角曲げ(前工程)とつぶし曲げ(後工程)のデプスデータ(D値)は同じ値(加圧力)ではありません。(図7.参照)
鋭角曲げとつぶし曲げとでは、デプスデータ(D値)を変更し加工してください。
また、つぶし曲げはスラスト荷重を軽減するために、数回に分けて被加工材をずらしながら徐々に加圧してください。
警告:過大な加圧力やスラスト荷重は、金型が破損し怪我につながることがあります。
![]()