- Special Tools Guide
- Triangle Beading
Triangle Beading
SPCC : 0.6 - 2.3mm SUS : 0.6 - 2.0mm
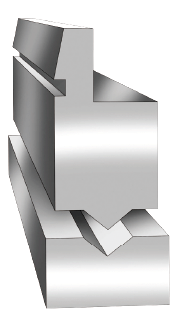
This tool creates triangle-shape beading by one operation. Tool structure becomes quite simple at a lower cost. There is no material turn-over required.
| Work Sample | Work Profile | Tool Image |
|---|---|---|
 |
 |
 |
Tool Spec.
| Mat. | SPCC, SUS, AL |
| Thickness mm | 0.6 - 2.3 |
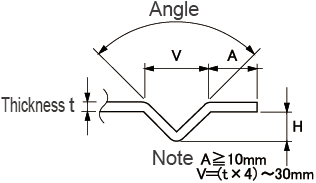
| Angle | 60 - 90 |
| Bead Hight (H) mm | t x 2 - 15 |
| Bead Width (V) mm | t x 4 - 30 |
Required Tonnage
Required bending tonnage /per m(SPCC) unit kN/m| Bead Width (V) mm | 5 | 10 | 15 | 20 | 30 | |
|---|---|---|---|---|---|---|
| Thickness mm | 0.6 | 200 | 100 | 70 | 50 | 30 |
| 0.8 | 350 | 170 | 120 | 90 | 60 | |
| 1 | 540 | 270 | 180 | 140 | 90 | |
| 1.2 | - | 390 | 230 | 200 | 130 | |
| 1.6 | - | 700 | 460 | 350 | 230 | |
| 2 | - | - | 730 | 540 | 360 | |
| 2.3 | - | - | 960 | 720 | 480 | |
*Required Tonnage (kN/m) = {(272xt2) / V} x 10 * Multiply x 1.5 to above figure for stainless steel, and x 0.6 to Al A5052
Necessary Tonnage Calculation
| SPCC | Tonnage /m above x1.0 x product length(mm)÷1000 |
|---|---|
| SUS | Tonnage /m above x1.5 x product length(mm)÷1000 |
| AL | Tonnage /m above x0.6 x product length(mm)÷1000 |
Cautions
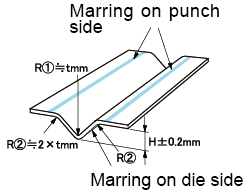
Marring
Marring appears on the punch hold-down area and die side surface.
Check Machine Capacity
Be sure that required tonnage gained by equation above does not exceed the machine capacity.
Product Accuracy
Product H accuracy ±0.2mm
R1 becomes 1/2 of thickness in the right side.
And R2 becomes 2 x thickness