- Special Tools Guide
- Curling Tool-Change Type
Curling Tool-Change Type
SPCC : 0.6 - 2.3mm SUS : 0.6 - 1.5mm
The two operations of U-bend and curling are made using separate dedicated tools. The two operations of U-bend and curling are made using separate dedicated tools.
| Work Sample | Work Profile | Tool Image |
|---|---|---|
 |
 |
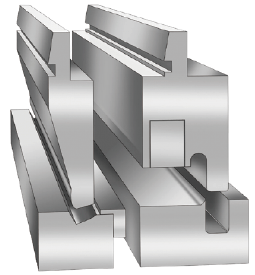 |
Tool Spec.
| Mat. | SPCC, SUS, AL |
| Thickness mm | 0.6 - 2.3(SUS less than 1.5) |
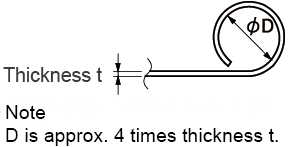
| Inner Radius (D) mm | t x 4 - 1.5 |
Required Tonnage
Required bending tonnage /per m(SPCC) unit kN/m| Thickness mm | 0.6 | 0.8 | 1 | 1.2 | 1.6 | 2 | 2.3 |
|---|---|---|---|---|---|---|---|
| Required Ton kN/m | 200 | 260 | 330 | 400 | 530 | 660 | 760 |
*Required Tonnage kN/m=330×Thickness * Multiply x 1.5 to above figure for stainless steel, and x 0.6 to Al A5052.
Necessary Tonnage Calculation
| SPCC | Tonnage /m above x1.0 x product length(mm)÷1000 |
|---|---|
| SUS | Tonnage /m above x1.5 x product length(mm)÷1000 |
| AL | Tonnage /m above x0.6 x product length(mm)÷1000 |
Cautions
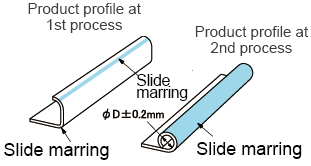
Marring
Both processes of 1st and 2nd have marring as shown below.
Check Machine Capacity
Be sure that required tonnage gained by equation above does not exceed the machine capacity.
Product Accuracy
Product inner diameter accuracy φD ±0.2mm.